
常州仁成是专业的珩磨钢管生产企业,在珩磨管的生产上有自己的核心生产和技术实力。
一、珩磨管的核心特性与价值优势
-
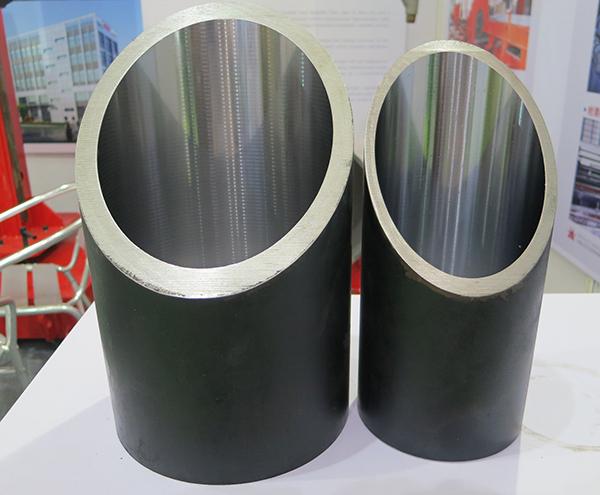
超高精度与表面质量
- 尺寸精度:内径公差可达H8/H9级(如Φ50mm内径公差≤0.039mm),圆度误差≤0.01mm。
- 表面光洁度:珩磨后表面粗糙度 Ra ≤ 0.08μm(接近镜面效果),远高于普通钢管(Ra 1.6~3.2μm)。
- 几何一致性:孔深/孔径比高达 10:1,直线度≤0.3mm/m,满足精密缸筒配合需求。
-
强化力学性能
- 表面硬化层:通过滚压形成 冷作硬化层,显微硬度提升 **HV≥4°**(基材45#钢硬度HV180~220)。
- 抗疲劳性能:残余压应力层封闭微裂纹,疲劳强度 提升30%。
- 耐磨耐蚀性:致密纤维状表层结构降低摩擦系数,耐磨性提高2倍以上,延缓腐蚀扩展。
-
工艺兼容性优势
- 孔径范围广:可加工Φ5mm~Φ500mm+的孔,适用缸筒、阀体、连杆等场景。
- 材质多样性:支持45#钢(高强度)、20#钢(焊接性优)、不锈钢等材质。
- 无热损伤:常温滚压工艺避免磨削烧伤,保持材料原始性能。

二、生产工艺关键环节与质量控制
(一) 全流程生产工艺链
原材料筛选 → 冷拔成型 → 滚压强化 → 珩磨精加工 → 检测验收
(二) 核心环节技术控制要点
-
原材料预处理
- 坯料选择:热轧管需符合 GB/T 8162-2018(结构管)或 GB/T 8163-2018(流体管),要求锈蚀少、壁厚均匀(公差±5%)。
- 缺陷清理:内孔麻点采用探伤(GB/T 5777-2019)+机械抛光,参考日德工艺标准。
-
冷拔工艺优化
- 变形量控制:增加冷拔道次及总变形量(依据 GB/T 3639-2009),减少麻点深度。
- 尺寸校准:外径/壁厚公差按 GB/T 17395-2008 执行(如Φ60mm外径允差±0.3mm)。
-
滚压强化核心工艺
参数 控制要求 作用机理 滚压力 200~500MPa 金属塑性流动填平微观波谷 硬化层深度 ≥0.03mm(JB/T 11779) 形成冷作强化纤维结构 表面残余应力 压应力200~400MPa 封闭裂纹,提升疲劳寿命 -
珩磨精加工
- 余量控制:初始麻点修复后,珩磨量控制在0.05~0.15mm(过大增加成本,过小无法消除缺陷)。
- 工具匹配:浮动珩磨头修正几何误差,刚性珩磨头提高形状纠正能力。

三、国家标准体系与合规要求
(一) 分层标准框架
| 层级 | 核心标准 | 关键要求 |
|---|---|---|
| 基础材料 | GB/T 8162-2018 | 45#钢碳含量0.42%~0.50%,抗拉强度≥600MPa |
| GB/T 8163-2018 | 通过水压试验(1.5倍工作压力)和无损探伤 | |
| 精密加工 | GB/T 8713-2018 | 珩磨管直接依据:内径H8/H9级,Ra≤0.4μm,直线度≤0.3mm/m |
| GB/T 3639-2009 | 冷拔后内径公差±0.05mm,表面硬度HV≥150 | |
| 工艺专项 | JB/T 11779-2014 | 硬化层深度≥0.03mm,残余应力层需检测报告 |
| GB/T 27944-2011 | 液压试验方法(验证耐压性能) | |
| 应用验收 | GB/T 15622-2017 | 缸筒材料必须符合GB/T 8713 |
| JB/T 10205-2010 | 液压缸筒内表面Ra≤0.4μm(需珩磨达标) |
(二) 强制性检测项目
- 尺寸与形位公差:激光扫描检测圆度/直线度(GB/T 8713)。
- 表面质量:
- 粗糙度仪检测Ra值(目标≤0.08μm);
- 目视/探伤检查麻点、裂纹(允许缺陷深度<0.02mm)。
- 力学性能:
- 维氏硬度计测试表面硬度(HV≥180,GB/T 4340.1);
- 残余应力X射线衍射分析。
- 耐压测试:按GB/T 27944进行1.5倍工作压力保压试验。
特殊领域要求:军工航天需满足 GJB 2608-1996(航空用精密管),增加晶粒度(≥8级)、超声波探伤等条款。
四、总结:技术闭环与采购建议
珩磨管的核心价值在于 “精密+强化”双效合一,其生产需实现:
- 材料→工艺→标准 全链条协同:热轧管坯(GB/T 8162)→冷拔(GB/T 3639)→滚压(JB/T 11779)→珩磨(GB/T 8713);
- 缺陷防控重点:麻点修复(加大冷拔变形量)+滚压参数优化(压力/工具匹配);
- 采购合规建议:
合同标注范例: 珩磨管 Φ60×70mm,材质45#钢 执行标准:GB/T 8713-2018(液压缸筒用精密管) 附加要求:表面Ra≤0.1μm,硬化层深度≥0.03mm(提供JB/T 11779检测报告)
通过以上技术体系,珩磨管可广泛应用于高端液压缸、航空航天作动器、精密阀体等领域,实现寿命提升30%以上,设备故障率降低50%的工程价值。
常州仁成金属精密钢管厂 专业的珩磨管生产供应商:

文章作者:仁成钢管厂
文章标题:专业珩磨钢管核心生产企业
文章链接:https://sz.josen.net/PrecisionSteelPipe/14.html
本站所有文章除特别声明外,均采用 CC BY-NC-SA 4.0 许可协议,转载请注明来自仁成钢管厂 !
文章标题:专业珩磨钢管核心生产企业
文章链接:https://sz.josen.net/PrecisionSteelPipe/14.html
本站所有文章除特别声明外,均采用 CC BY-NC-SA 4.0 许可协议,转载请注明来自仁成钢管厂 !
设备上扫码阅读